The establishment of a very large steel fabrication works in Sydney at Milsons Point was by no means certain when tenders were called. The specification for the bridge made it clear that fabrication in New South Wales was preferred, but it may have been that the total cost of the project would have outweighed the benefits of local production. Had the bridge been fabricated overseas there would of necessity have been a storage yard and some sort of workshops at Milson Point, but not a plant capable of working the largest steel sections ever used in a bridge.
Only two of the six tenderers proposed to fabricate the steel for the bridge in Sydney – Dorman Long and Co, and The English Electric Company of Australia. The latter company’s tender was not favoured for several reasons including price and that it did not comply with the specification in that it was a suspension bridge. Dorman Long and Co’s tender was the lowest price – less than Bradfield’s estimate – and it followed the specification very closely.
The area available for the fabrication shop was previously occupied by Milsons Point railway station and ferry wharf and the North Shore railway line leading to it. As such the site was too narrow and it had to be widened by excavating 100,000 cubic yards of sandstone from the adjacent high ground. The spoil was used to reclaim an area along the harbour side. Virtually all of the steel and concrete aggregate used in Dorman Long’s work was delivered by ship from either England, Newcastle (NSW) or Moruya, so a wharf was provided adjacent to the workshop site. The building itself would have been fabricated at the Dorman Long fabrication shops in Middlesborough, England, and delivered ready to erect.

Site plan for the workshops, and cross sections. ICE 1934.
The factory consisted of two long industrial buildings along the narrow strip of land. The one nearer the bridge site was the ‘Heavy Constructional Shop’ and it was here that the components of the bridge were finally assembled and fitted to adjacent members to ensure that the connections would work once the steel was lifted high onto the bridge. To accommodate these very large sections the factory was 147 feet wide and 500 feet long. Two overhead travelling cranes were provided, each capable of lifting 120 tons.

A more detailed plan of the arrangement of machines within the workshops. ICE 1934.
At the end nearer the bridge, a dock was cut into the shoreline, within the building and under the overhead cranes. Completed sections were lifted onto barges and towed out into the harbour to a point where the creeper cranes on the ever growing half arches could lift them. Components for the approach spans away from the water were landed at wharves and carried to their place of use by a cable-hauled railway.
The second workshop was known as the ‘Light Constructional Shop’, and it was here that steel sections as delivered from the rolling mills were processed into members of the bridge trusses. Since the individual pieces of steel or sub-assemblies for the bridge were smaller and lighter in the early phases of fabrication, this shop, while it was 120 feet wide overall, was divided into two parallel bays with two 25-ton overhead travelling cranes with a span of about half the width. The light shop was 580 feet long and above its eastern end was a pattern shop 200 feet long, the same width as the fabrication shop below. Offices were situated in a separate timber building between the two main shops.

To the right the wharf is under construction. On the left the cliff is being cut down by men using horse-drawn carts for transport. The railway route through the site is the original North Shore line to Milsons Point. 18 March 1925. SARA NRS 12685.

About 15 months after the contract was awarded the first frames for the Light Workshop are being erected. 1 June 1925. SARA NRS 12685.
Two 10-ton travelling cranes unloaded steel from ships and there was a stockyard served by two 5-ton Goliath cranes between the wharf and the workshop buildings. Basically, stock steel sections, plates and angles, entered the factory at the western end, away from the bridge, and emerged as components of the bridge at the opposite end, immediately adjacent to the Milsons Point abutment tower.
The machinery installed in the workshop was listed in the 1926 Annual Report of the Sydney Harbour Bridge Branch of the NSW Public Works Department.
Beam Bending and Straightening Machine. - Single-ended machine for straightening and bending joists up to 24 in. x 7½ in.
Horizontal Plate Straightening Machine. - To flatten plates from ⅜ in. to 2¼ in. in thickness x 12 ft. in width.
Pneumatic Power Hammer- 5 cwt.
Portable Hydraulic Riveters (2). - To exert a pressure of 80 tons. Approximate weight, 11 tons. Stroke 5½ in; gap, 9 ft. 6 in. wide x 3 ft. deep
Portable Hydraulic Riveters (2). - Similar to above, but with gap 4 ft. 6 in. deep x 3 ft. wide. Approximate weight, 4½ tons.
Portable Hydraulic Riveters (2). - Similar to above, but with gap 7 ft. 6 in. deep x 1 ft. 10 in. wide. To exert a pressure of 45 tons. Approximate weight, 4 tons.
Portable Hydraulic Riveters (2). - Similar to above, but with gap 6 ft. deep x 1 ft. 10 in. wide. Approximate weight, 3½ tons.
Hydraulic Pressure Pumps (2). - Three-row vertical.
Hydraulic Horizontal Bending Press. - Complete with bending pin and abutment block; 100 tons.
Plate Edge Planing Machine. - Capable of planing plates 66 ft. long x 2¼ in. thick.
Twist Drill Grinding Machine.

An aerial view of the nearly completed workshops in the first half of 1926. To their right is the Lavender Bay ferry, tram and railway interchange. The eventual path of the northern approach to the bridge may be seen at the left of the picture. SARA NRS 12685.
Vertical Drilling Machine. - Fitted with auxiliary high speed spindle.
38 in. High Speed Cold Sawing Machine. - To cut up to 24 in. x 7½ in. joists and 12 in. x 12 in. angles.
Rotary Planer or End Milling Machine. - For machining the ends of structural members up to 12 ft. x 4 ft.
Double-ended Punching Machine. - To punch 1¼ in. diameter holes through 1¼ in. thick steel.
Rivet Furnaces. - Ten.
Double Angle Shearing Machine. - To crop angles up to 8 in. x 8 in. x 1¼ in., either at right angles to their length or at any bevel up to 45°.
Horizontal and Vertical Side Planing Machine. - To plane 12 ft. horizontally and 10 ft. vertically on either side of the upright.
Plate Shearing Machine. - To shear plates 6 ft. wide up to 1¼ in. thick.
28 in. Shaping Machine.
Plate Shearing Machine. - To shear plates 6 ft. wide up to 1¾ in. thick.
Radial Drilling Machines (18). - High speed; central thrust; for plate and girder work.
Bogie Type Radial Drilling Machines (9). - Improved Duplex; four speed gear-box.
Bogie Type Radial Drilling Machines. (3). - Similar to above, with one speed only to spindle.
Bogie Type Radial Drilling Machines. (3). - Similar to above, but arranged for inverted drilling.
Suspended Type Drilling Machines. (6), These are a special type of drilling machine, with a vertical and horizontal traverse.
Planing Machine. - To plane 6 ft. wide x 6 ft. high x 18 ft. long.
10-ft Radial Drilling and Boring Machine. - This machine is provided with angle plate for fixing cast steel saddles in position whilst being bored.
Double-ended Grinding Machine. - Fitted with wheels 20 in. diameter x 2½ in. wide.
Shear Blade Grinding Machine. - To grind plates up to 10 ft. long x 9 in. wide,
Grind-stone. - 72 in. diameter x 9 in. face.
Bolt Screwing Machine. -To screw up to 1½ in. diameter.
Automatic Bolt Screwing Machine. - " Heaps."
Weighbridge. - 16 ft, 80-ton capacity.
Weighbridge. - 16 ft. 60-ton capacity.
Girder Ending Machine.
Plate Edge Planing Machine. - 22 ft. stroke.
Acme Single Sawing Machine. - 5in.
Lathe.
Vertical Wood Boring Machine. - Robinson " type, P.K. No. 1.
Turret Lathe. – 10 in.
Double Floor Grinder.
Automatic Saw Sharpening Machine. - To 42 in. diameter.
Shaping Machine.' - 18 in. stroke.
Hand Winches (2). - 30-35 cwt. direct lift from barrel.
Portable Pneumatic Riveting Machine. - For 1 in. diameter rivets.
Pneumatic Riveting Guns (2). - For rivets 10 in. x 1 11/32 in.
Horizontal Water-jacketed Air Compressors (2). - Two stage belt driven; 10 in. stroke.

Although the bridge was built in the 'modern' age, 100,000 cubic yards of spoil generated to create the workshops site was moved by horse carts. 1 July 1925. SARA NRS 12685.

The workshops were built from the western end. The buildings behind are the temporary station and wharf at Lavender Bay. 1 July 1925. SARA NRS 12685.

The first roofing sheet on the Light Shop. 1 July 1925. SARA NRS 12685.

The Light Shop, divided into two bays. 2 September 1925. SARA NRS 12685.

At least in the preliminary stages a railway connection was maintained through Lavender Bay station beside the workshop. In the distance the last bays of the Light Shop are two-storey to create the pattern shop. 2 September 1925.SARA NRS 12685.

As soon as weathertightness was achieved machinery began to be installed. This is a bank of radial arm drills. 1 October 1925. SARA NRS 12685.

The first strong trussed columns for the Heavy Shop have been erected. At the top of the picture is an overhead travelling crane. The Light Shop had four of these 25-ton machines. 1 October 1925. SARA NRS 12685.

The Light Shop viewed from the site of the Heavy Shop. 2 October 1925. SARA NRS 12685.

Inside the Light Shop. The Public Works Department officers are Kathleen Butler, Bradfield's secretary, and probably Roger Butler, her brother and leading civil engineer on the bridge. 3 November 1925. SARA NRS 12685.

Excavations for the dock, eventually to be within the Heavy Shop. The timber structure beyond is the old Milsons Point ferry interchange. 2 December 1925. SARA NRS 12685.

The area to the left of the building is the stockyard to hold deliveries of steel, serviced by a travelling Goliath crane. On the left the bases of two 10-ton ship unloading cranes are in place. 2 December 1925. SARA NRS 12685.

The light shop would appear to be near completion. The two-storey office building has appeared quickly, though little work has been done on the Heavy Shop. 3 December 1925. SARA NRS 12685.

Progress on the heavy shop is rapid. There is still a role for horse-drawn transport at lower left. 7 January 1926. SARA NRS 12685.

End Planing Machine. Once members were fabricated their ends had to be made plane and the length accurate to a very small tolerance. May 1926. SARA NRS 12685.

Falsework in place in the Heavy Shop to erect one of the 120-ton overhead cranes. 1 February 1926. SARA NRS 12685.

From the Heavy Shop looking towards the Light Shop. The crates would contain machinery yet to be installed. Near the column at right is an hydraulic accumulator to power machines. 1 February 1926. SARA NRS 12685.

Progress on the dock. The concrete block to the left of the dock is the foundation for the corner column of the Heavy Shop.1 February 1926. SARA NRS 12685.

The Warren truss beam for the travelling crane. To lift 120-tons as well as carry the crane and its own weight it was a massive structure. 2 March 1926. SARA NRS 12685.

Mass concrete retaining walls form the dock. 2 March 1926. SARA NRS 12685.

66ft planing machine in the Light Shop. The escalators to Lavender Bay station are in the background. 16 March 1926 SARA NRS 12685.

Plate straightening machine at the end of the stockyard. 16 March 1926. SARA NRS 12685.

Heavy plate shear for plates up to 1¾ in thick. Light Shop. 6 April 1926. SARA NRS 12685.

Eighteen radial drills, 7 ft 6 in arm, individual drive, Light Shop. 7 April 1926. SARA NRS 12685.

10-ton hydraulic riveter carried on travelling gantry in the Light Shop. 7 April 1926. SARA NRS 12685.

Drilling first hole for No 1 Approach Span in Light Shop. Lawrence Ennis, Kathleen Butler, Ralph Freeman, John Bradfield. 7 April 1926 SARA NRS 12685.

Ceremony to mark commencement of fabrication of bridge. Light Shop. 7 April 1926. SARA NRS 12685.

Double jaw angle cropper capable of shearing 8 in x 8 in X 1¼ in angle. Light Shop. 7 April 1926. SARA NRS 12685.

The 120-ton travelling overhead crane in the incomplete Heavy Shop. 8 April 1926. SARA NRS 12685.
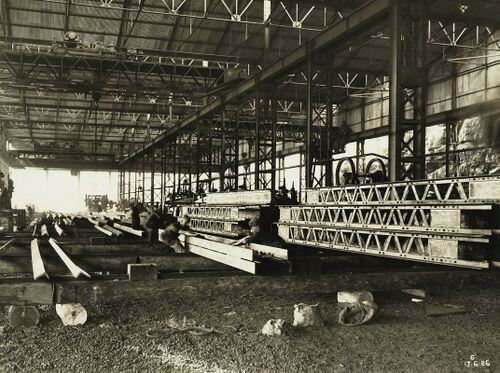
First fabricated steelwork for approach spans in Light Shop. 17 June 1926. SARA NRS 12685.

Driving first rivet by Mrs Fletcher. The inscribed date is incompatible with that of adjacent photo. 12 July 1926. SARA NRS 12685.

Group at driving first rivet Mr Martin, Mr Ennis, Mrs Ennis, Miss Fletcher, Mr A Martin, Mr Litchfield, Mr Crow. 12 July 1926. SARA NRS 12685.

Completed dock within Heavy Shop. 6 July 1926. SARA NRS 12685.

Angle crimping machine. 3 August 1926. SARA NRS 12685.

Panorama of the workshops from Lavender Bay. 17 June 1926. SARA NRS 12685.

Bridge components stacked in the Heavy Shop. 2 September 1926. SARA NRS 12685.

End cross frame of approach span No. 1 trial assembled in Heavy Shop. 24 September 1926. SARA NRS 12685.

Castings for main bearing on barge in loading dock. 14 October 1926. SARA NRS 12685.

Fabricated members of approach spans on barge in loading dock. Heavy Workshop. 28 October 1926. SARA NRS 12685.

Road and railway deck stringers stacked in Heavy Shop ready for erection. 31 December 1926. SARA NRS 12685.

An aerial view of Milsons Point showing the workshops and the well-advanced approach spans. An overseas freighter is moored alongside the workshop. 1928. SARA NRS 12685.

Railway stringer span No. 24 in Heavy Shop. 14 March 1928. SARA NRS 12685.

Drilling 12 in x 12 in angles. 11 April 1928. SARA NRS 12685.
Fabrication of the arch begins.

Silicon steel plate for member 28 - 28X. The plate edge being held by the worker in his right hand will eventually rest on the upper saddle of the bearing and carry the weight of the bridge into the foundations. 11 April 1928. SARA NRS 12685.

Marking off plates for member 28 - 28X. The plate is whitewashed to allow accurate marking of the many holes which will be drilled for rivets. SARA NRS 12685.
Naming Conventions for Bridge Members.
The many steel components of the frame of the bridge need unique names. This is achieved by numbering all the joints and then referring to members by the numbers of the joints which they connect.
The half arches are numbered independently starting from panel point "0" at the centre of the lower chord, high above the harbour. The centre point of the top chord above "0" is "1" and then sequentially down the half arch until the lowest point of the bottom chord at the bearing is "28" as the half arch has fourteen panels. The corresponding point at the end of the top chord is "29". Lower joints, also known as panel points, are thus even numbers and the upper joints have odd numbers. Since there are two identical arch trusses, members for each are identified by an "E" or "W" for East and West truss. To distinguish between members of the Milsons Point and Dawes Point half arches the letters "N" and "S" are added to designate North and South.
Most members of the arch were too heavy to be lifted as one, so many were split longitudinally and the lower, heavier, members broken within their length into at least two sections. The heaviest member - the bottom chord in the first panel - was so heavy that it had to be broken into three sections. To name these shorter members subsidiary joints "28X" and "28Y" were created. Thus in the adjacent photos member "28 - 28X" is the lowest third of the bottom chord which when complete will connect joints "28" and "26".
Member "SW28 - SE28S" is thus on the South side of the harbour (Dawes Point) and connects joints "28 West" and "28 East". It is the cross member between the West and East arch trusses, immediately above the bearings.

Assembling member 28 - 28X. The vertical face of the stacked plates is the surface which will load onto the upper saddle of the bearing. The polygonal plate to the left is the connecting gusset to the end post of the truss. 17 May 1928. SARA NRS 12685.

Half of member 28 - 28X. Weight 88 tons. All chord members of the arch trusses have four webs - the vertical plates in this image. However, even at one third of the length of the panel, the complete section is beyond the capacity of the 120-ton erection crane, so is made of two halves which will be spliced together once in the bridge. 9 July 1928. SARA NRS 12685.

Milsons Point workshops first section of bottom chord - the complete section of the lower third of member 28 - 28X. 3 August 1928.SARA NRS 12685.

Member SW28 - SE28, The cross member between the east and west trusses above the bearing. 9 July 1928. SARA NRS 12685.

Section of end post - member 28 -29. 9 July 1928 SARA NRS 12685.

Stringers for floor of abutment tower. 5 June 1928. SARA NRS 12685.

First section of end post in Heavy Shop. 2 October 1928. SARA NRS 12685.

Top section of end post showing temporary cable connection bracket. The half arches were held back by cables secured in tunnels well behind the abutment towers and the connection between bridge and cable was through a large steel pin near panel point 29 in the top chord. Before this member was erected the end post and the first bay of the half arch had to be held back by temporary cables attached to a bracket on the end post. It was only after the first panel of the bridge was complete that the creeper crane could move onto it and be out of the way to allow assembly of the major anchorages. 16 October 1928. SARA NRS 12685.

Boring the 27 inch diameter pin hole in top chord member 29 - 27 south side. The tie back cables splayed out from the connection point on the arch to clear the approach spans in the descent to the tunnels. The pin holes were thus not square to the top chord but varied by up to 4° at Milsons Point. The force carried by this joint was great and the amount of steel in the section very large. Note that the four bright rectangles seen in this image are the machined ends of solid plates. 20 December 1928.

Anchorage links for tie-back cables. The narrower right hand end fits inside the upper chord and is connected using the 27 inch pin. The left hand end has eight smaller pins to connect the 128 cables. These link plates had no value once the half arches met and were eventually discarded in the dock at the Milsons Point Workshops, as illustrated on the leading page of Sydney's Transport Revolution. 21 January 1929. SARA NRS 12685.

Shop trial assembly of members at joint 27. 21 January 1929. SARA NRS 12685.

38 in cold saw with inserted tooth blades for cutting up to 24 in x 7½ in RSJ Light Shop. 7 April 1929. SARA NRS 12685.

Battery of gantry type travelling drilling machines 6 ft arm Light Shop. 7 April 1929. SARA NRS 12685.

Drilling half of top chord member 29 - 27. 1 October 1929. SARA NRS 12685.

Loading member onto barge in dock. The kibbles on the side of the dock appear to contain mixed rivets, possibly rejects cut out and scrapped. 26 November 1929. SARA NRS 12685.

Edge planing machine. 28 January 1930. SARA NRS 12685.

Heavy shop showing sections ready for erection. 1 April 1930. SARA NRS 12685.

Drilling chord member at joint 10. Holes for rivets in joints were drilled undersize and only bored out to full size once the joint was assembled. 15 April 1930. SARA NRS 12685.

12 in x 12in x 1¼ in and 2⅛ in plates stacked in light shop. 15 April 1930 SARA NRS 12685.

10 inch square locking bolts on the planing machine. These were used to ensure that when the half arches met they were perfectly aligned. The pointed end allows for inaccuracy of manufacture and also wind and temperature distortions. 21 May 1930. SARA NRS 12685.

Centre joint lower chord at end planing machine. Straight cuts in plates could be made by powerful shearing machines but re-entrant shapes were made by the close drilling of holes and subsequent snapping. Note the serrated face of the housing for the closing blocks resulting from this cutting method. 23 June 1930. SARA NRS 12685.

Centre joint lower chord after planing webs to receive forged blocks of steel for centre joint. 14 July 1930. SARA NRS 12685.

Lower chord centre joint with forged steel blocks and recess for closing pin. The square hole between the two pin recesses is for the 10 inch square alignment pin. 25 July 1930. SARA NRS 12685.

Southern half centre joint lower chord with closing pins and alignment pin in place. These were lifted onto the bridge with the southern half of the joint. The alignment pin was retracted until the joint was nearly closed, and then driven by a hydraulic ram into the corresponding square hole in the northern half arch. 1 August 1930. SARA NRS 12685.

The centre joint of the lower chord proof assembled. The upper gussets will connect the centre post and diagonals of the main truss while the lower gussets will connect the deck hanger. 1 August 1930. SARA NRS 12685.

Deck hangers in the Heavy Shop. These were very slender, with little beam strength, and thus required special handling.Connection between hanger and cross girder used a large pin but this was complicated by the fact that the hangers are vertical but the gross girders are square to the grade of the deck and the curved ease at the centre of the bridge. The pin holes in the cross girders are deviated from square to their plane. 20 August 1920. SARA NRS 12685.

Fabricating members in the Heavy Shop. On the left is a chord section. In the centre is the special cradle devised by Lawrence Ennis to safely lift the hangers, to rotate them to vertical, and then to position them under the chord where the crane hook could not directly reach. 22 August 1920. SARA NRS 12685.

Hanger 0 and cradle on the barge in the dock. The cradle was fabricated from railway stringer girders which, after the hangers were in place, became part of the bridge. 22 September 1930. SARA NRS 12685.

The carefully designed lifting slings for the hanger cradle loading hanger 0 onto the barge. 22 September 1930. SARA NRS 12685.

Barge with hanger 0 in the dock. Note the wooden floor of the staging, top right, at the projecting end - the top after rotation - of the hanger. A rigger will ride the lift and stand on this floor to drive drifts and insert bolts to secure the hanger while it is held by the crane. 22 September 1930. SARA NRS 12685.

The erection cables were recovered and coiled after dismantling. They are stored outside the Light Shop in the stock yard awaiting export to Middlesborough. 3 June 1931. SARA NRS 12685.

Mr Alfred Martin, Chief Assistant to the Director of Construction Lawrence Ennis, ceremonially driving the last shop rivet. The last parts of the bridge assembled were the staircases inside the abutment towers and pylons and this lattice frame is part of those structures. 2 November 1931. SARA NRS 12685.
















































































